2019-08-24 click: 10884
0.引言
齿轮在工业生产生活中应用极为广泛,随着现代工业和科学技术的快速发展进步,齿轮震动,效率寿命等指标越来越受到重视,对齿轮的精度要求越来越高。齿轮测量过程中,测量仪器回转工作台的回转轴线与齿轮的几何中心很难重合[1~4],这样就产生了安装偏心,导致齿轮的测量基准与齿轮制造基准或者齿轮使用基准的不一致,测量结果中带有由于工件安装不准确带来的安装误差,从而不能准确反应齿轮加工精度,所以正确采用误差补偿的方法消除安装偏心产生的齿形偏差具有重要意义。
齿轮测量中心上的齿轮安装误差包括齿轮轴线相对于转台轴线的平移误差和倾斜误差。其中,一般齿轮轴线的平移误差称为偏心,齿轮轴线的倾斜误差称为偏摆。为了保证测量结果的精度需要消除由安装引入的这两项误差带来的误差成分。研究解决这一难题有助于提升仪器的测量精度,进而提升国内的齿轮测量中心的国际竞争力。针对齿轮安装误差中某些特定齿轮测量项的修正问题,不少文章提出了不同的解决办法或模型,但未见在齿轮测量中心上得到很好的应用。本文依据坐标变换原理提出了齿轮偏心测量模型,很好的解决了齿轮在偏心情况下的齿形测量问题。随着研究的深入,齿轮测量模型还可扩展到齿距、齿向测量误差修正过程中,可完全解决齿轮在测量过程中的安装误差问题。
1.补偿安装偏心的基本原理
齿轮测量中心在测量齿形过程中可以选择多种测量方法对齿轮进行测量,而法向极坐标测量法因其测量联动轴数少及控制方式简单的优点应用范围最广。法向极坐标测量法如图1-1所示,该方法是根据齿轮齿廓的展成原理,规定渐开线的展长方向为测量方向,将其转化为展长长度测量。由渐开线的形成原理可以知道,渐开线的法向极坐标方程为:

式中:L为被测点的展开长度  ;为基圆半径
;为基圆半径  ;为被测点对应的展开角。
;为被测点对应的展开角。
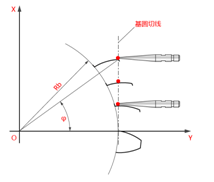
图1-1 法向极坐标测量齿形
由于齿轮存在加工误差,在用法向极坐标法测量时,测头一直保持随基圆的切向X轴方向做直线运动,如图1-1所示。但实际测量时测球会随着齿面误差相对摆动,实际被测点测量展长与理论展长差值即为齿面偏差。
齿轮测量是一个动态测量过程,即齿轮绕回转中心O旋转,测头沿切向X轴直线运动。由于安装偏心,齿轮的几何中心与回转中心O不重合如图1-2(a)所示,直接引起被测点基圆半径的变化如图1-2(b)所示,由公式(1)可知,实际测量展长随着基圆半径的变化而变化,展长与展角不再是线性关系。但在实际测量过程中,测量动作保持不变,既而由测头读数直接计算齿面误差,所得结果包含了安装偏心引起的测量误差,使得测量结果不够准确。如图1-2(b)所示,在没有安装偏心的情况下,被测点为A,安装偏心后测量点为  ,由于受到安装偏心的影响,所有测量点都发生改变。
,由于受到安装偏心的影响,所有测量点都发生改变。
首先利用二维坐标变换原理,将实际坐标点回归到在静止状态下齿轮渐开线的坐标位置,既而得到渐开线上所有被测点坐标。安装偏心补偿为事后补偿,即已知齿轮水平偏心和偏摆,平移渐开线上所有被测点坐标消除水平偏心带来的影响,然后在已知偏摆的情况下,利用三维坐标变换原理,去除水平偏心的所有被测点坐标进行两次坐标转换,进一步得到去除偏摆的所有被测点坐标。以起测点为参考点,即齿面误差为零,利用几何关系式求解以起测点为准的理论渐开线上对应的被测点坐标,既而分别求出被测点理论展长与实际展长,二者之差即为实际齿面加工误差。
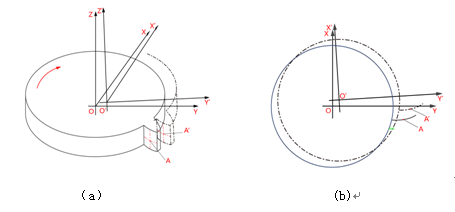
图1-2 齿轮安装偏心数学模型
2. 安装偏心齿轮测量理论数学模型的建立
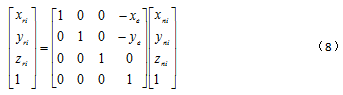
在测量过程中,转台带动齿轮旋转,同时齿轮测量中心控制测杆在X轴方向移动一定距离,获取工件在测量仪器坐标系下所有被测点的相对转角值  以及坐标点位置
以及坐标点位置  ,通过二维坐标变换原理,将齿轮在动态测量过程所有被测点坐标还原到齿轮静止状态下的坐标位置
,通过二维坐标变换原理,将齿轮在动态测量过程所有被测点坐标还原到齿轮静止状态下的坐标位置  ,方程表达式如下:
,方程表达式如下:
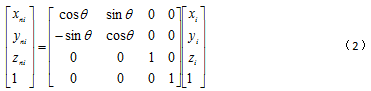
式中:  为转台旋转角度(顺时针方向为正)。
为转台旋转角度(顺时针方向为正)。
由于齿轮存在加工误差,所得坐标点并非齿轮渐开线理论轨迹坐标点,所以需要通过实际被测点坐标建立直角坐标系下理论渐开线数学方程,如图2-1所示,令起测点  为参考点建立理论渐开线,记此点齿面误差为零,利用圆外一点的切线方程求得切点坐标
为参考点建立理论渐开线,记此点齿面误差为零,利用圆外一点的切线方程求得切点坐标  ,则起测点
,则起测点  的展长可由起测点
的展长可由起测点  和切点
和切点  得到,即:
得到,即:

进一步求得展角为

然后由几何关系求得渐开线起始点坐标  ,渐开线起点和切点坐标确定后,利用余弦定理求得起测点
,渐开线起点和切点坐标确定后,利用余弦定理求得起测点  展角为:
展角为:

则理论展长表达式如下:

实际展长表达式如下:

最终齿面误差为  。
。

图2-1 理论渐开线数学模型
同理求得齿面所有被测点齿面误差。
3.安装偏心误差修正
3.1水平偏心修正
偏心修正为事后补偿,即在已知齿轮测量截面偏心平移向量 前提下利用偏心修正数学模型去掉安装偏心带来的测量误差成分,表达式如下:
前提下利用偏心修正数学模型去掉安装偏心带来的测量误差成分,表达式如下:
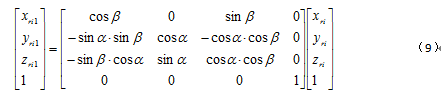
3.2偏摆误差修正
 和
和 ,可以求得空间直线矢量的方向余弦
,可以求得空间直线矢量的方向余弦 ,其中
,其中 ,利用三维坐标变换原理,将此空间直线做两次旋转即可保证与回转轴线重合,可得当前被测点实际坐标公式:
,利用三维坐标变换原理,将此空间直线做两次旋转即可保证与回转轴线重合,可得当前被测点实际坐标公式:

然后将去掉水平偏心和偏摆后的坐标位置代入上述表达式中,最终求得实际齿面误差为:

4.测量实验
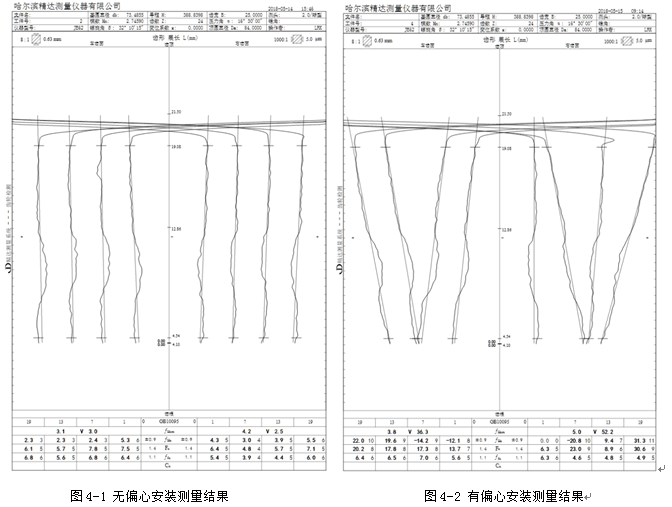
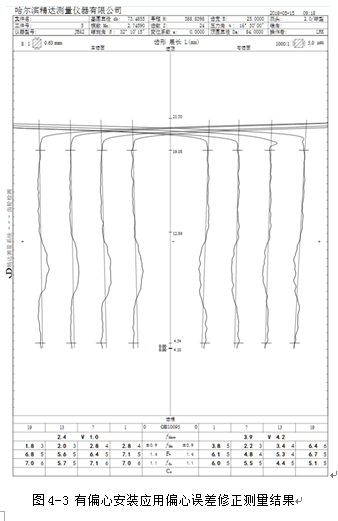
测量实验采用模数为2.7459,齿数为24的标准渐开线圆柱齿轮,齿轮的齿形测量一般只需测量四个近似等分点上的齿轮,以这四个齿轮的齿形误差代替整个齿轮的齿形误差。为了做对比实验,本文选用了一上下顶尖定位的标准斜齿,实验前先在齿轮上的一齿上做标记,以保证接下来的几次测量都是测量同样的齿面。第一次测量时通过上下顶尖安装齿轮,可认为齿轮无安装误差,测得齿形结果如图4-1所示,第二次测量人工制造安装偏心误差,测得齿形结果如图4-2所示,第三次测量通过偏心修正算法测量齿轮齿形,测得齿形结果如图4-3所示。对同一齿轮同一齿面三次测量测量结果对比,结果如表1所示。
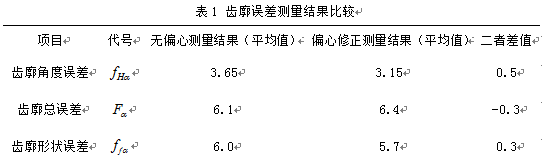
重复测量5次,测量各项误差结果保证在±1μm以内,可以实现偏心修正功能,并且测量结果稳定,精度和准确度很高。
5.总结
本文提出了一种新颖的偏心修正补偿的测量方法,有效的解决了安装偏心降低齿轮测量结果精度的难题,保证了齿轮测量结果的准确度和精度。经过实际测试表明,该测量方法正确可行,测量结果稳定、准确。
参考文献:
[1]宋承志. 大型齿轮测量中心齿轮安装误差补偿技术研究[D].哈尔滨工业大学,2014.
[2]孙慧霖.渐开线圆柱齿轮测量误差的分析与修正.哈尔滨理工大学,2012.
[3]郭敬滨,张大厦,张继成.大齿轮齿形测量中补偿安装偏心的理论分析.天津大学学报,2012.05.
[4]杨燕鸽.齿轮安装偏心情况下在机测量方法的研究.西安工业大学,2012.
上一篇 飞轮齿圈自动检测线
下一篇 极坐标摆线齿轮精度测量方法的研究

