 |
|
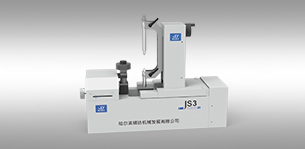
产品名称:JS3型小模数齿轮双面啮合测量仪 |
||||||||||||||||||||||||
| 产品介绍: | |||||||||||||||||||||||||
| 适应微电机等行业齿轮直径小于100mm的齿轮检测,为增加仪器运动部分的灵活性,该仪器采用高精度滑台作为测量部件,导轨无间隙,运动平稳灵活,也是双面啮合测量仪的一个主流产品。仪器工件部分采用“K字型”结构设计,针对不同长度的工件可上下调整啮合位置,在同一位置啮合;标轮轴长度大大减小,工件啮合平稳,准确。该仪器主要针对微电机行业的“齿轮轴”进行设计,可很好解决这类产品双啮测量的难题。该产品采用微机数控及误差数据采集智能处理技术,自动完成齿轮的一转中心距变动量Fi",一齿中心距变动量fi"和径向跳动Fr的测量;做到对齿轮的质量状况的快速判定,并能快速确定齿面磕碰点的大小及所在位置,进行在线检修。特别是增加了精达独创的标准齿轮偏心误差修正功能, 可以自动对标准齿轮进行修正,启动自动测试和修正功能软件,仪器就会自动完成标准齿轮的测量和修正工作,并把修正数据自动存入计算机。大大提高了仪器的测量精度和重复性,解决了传统的双啮仪在测量时,由于标准齿轮的误差带来的测量误差。另外,对测得的数据进行处理,把微小的磕碰引起的突跳点从fi”中分离出来,能检测出6μ以上的突跳点。本仪器一体化的整机设计,外观美观,实用性强。还开创性地在双啮测量的基础上,推算出齿轮的跨棒距(M)、公法线(Wk)。理论和实践证明根据中心距测量出的M和Wk更符合原理和定义,智能双啮仪系统实现的测量比人工测量更稳定、更精确、更快速。 | |||||||||||||||||||||||||
技术特点: |
|||||||||||||||||||||||||
1、采用方便齿轮安装的测量单元的结构布局;
2、软件可设定测量速度、啮合旋转方向;具备中心距偏差分组功能;
3、驱动电机驱动采用交流伺服系统及运动控制系统完成测量控制、数字式高精度光栅进行误差检测,实现误差项目的全自动测量。
4、WINDOWS XP 系统下的全新测量软件,可输入被测齿轮、标准齿轮的基本参数(齿数、模数、压力角、变位系数),选取精度等级或自由公差进行误差评定;
5、检测数据(见:仪器测量项目及参数)自动保存,并按被测产品型号、日期统计质量指标(CP、CPK值),同时保存格式实现与Office软件兼容。显示并可打印出测量报告单,具有统计分析功能;
6、通过软件设定,可以定位毛刺位置旋转到操作者面前;
7、把2种型号仪器的功能(轴齿轮和盘齿轮)集合在一台仪器上,本仪器既可以测量盘齿轮,也可以测量轴齿轮。
8、自动高压吹气(工件)和毛刷清洁(标准齿轮)功能;
9、标准齿轮偏心误差检测和自动修正功能;
10、磕碰伤造成的微小突跳点的判断。
|
|||||||||||||||||||||||||
| 仪器测量功能及测量软件: | |||||||||||||||||||||||||
1、测量项目:
径向综合总误差: Fi" 、fi"
径向跳动:Fr"
中心距变动上、下偏差:(Eas、Eai)
中心距平均值: A
公法线平均长度: Wk
跨棒距平均值: M
2、所需参数:测量齿轮齿数Z1、被测齿轮齿数Z2、模数M、压力角α、螺旋角β、测量齿轮变位系数、被测齿轮变位系数;
3、测量结果处理:测量曲线极坐标显示、测量曲线直角坐标显示、测量曲线放大倍数设定测量误差数据显示、结果统计分析、结果保存、结果打印;
4、辅助功能:测量齿轮修正、挑毛刺功能设置、中心距分组设定、速度调整、测量旋转方向选择、测量次数选择、结果保存方式设定。
5、WINDOWS XP系统下的全新测量软件,可输入被测齿轮、标准齿轮的基本参数(齿数、模数、压力角、变位系数),选取精度等级或自由公差进行误差评定。可设定测量速度、啮合旋转方向,定位毛刺位置,对工件的平均公法线进行分组定义;
6、检测数据自动保存,并按被测产品型号、日期统计质量指标(CP、CPK值),显示并可打印出测量报告单,具有统计分析功能;
7、标准齿轮误差修正技术,通过软件可修正标准齿轮的径向跳动误差,减小标准齿轮的径向跳动误差对测量结果的影响,保证检测结果的一致性及准确性;
8、可通过软件设定测量速度;
主要精度指标:
|
|||||||||||||||||||||||||
| 仪器参数: | |||||||||||||||||||||||||
|
|||||||||||||||||||||||||