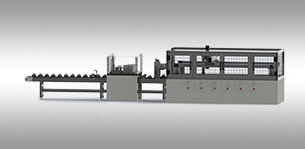
| 系统工作方式及功能特点
1.上料、工件传输方式:
1.1 传送带传送:从上料到检测工位,采用的是传送带传送方式, V型的粗定位块,在计算机的控制下,电机驱动传送带,工件逐件移动。
1.2桁架式机械手传送:从检测工位到周转箱,采用桁架式机械手传送,根据检测完成蜗杆的M值,控制机械手把工件摆放到相应的周转箱中的指定位置进行“码垛”处理。
2.齿面清理及轴向粗定位工序
通过计算机控制轴向粗定位装置运动,使工件的一端与固定的右顶尖对齐,并使工件旋转,同时压缩空气吹齿槽表面,去除表面的赃物。
3.定位举起工序
为适应不同直径的蜗杆和使测量系统水平放置,采用定位举起机构,蜗杆经传送带移动到测量位置,定位举起机构通过2个V型块将其举起到合适的位置,让检测位置自动装夹系统精确定位。
4.测量工序
工件在精确定位位置通过电机带动旋转360°,采用精达特殊设计的“双片簧精密测量机构”数字式二维测头,对齿槽进行测量,工件轴向采取“测头跟随”技术进行控制,采集测头测量数据,进行误差处理,计算出蜗杆的平均M值。
5.激光打标工序
检测完成的工件,传送到下一工位,进行测量结果的激光打标处理。采用纤维激光打标机,可以按照客户要求出包含工件信息及精度测量结果的二维码标志,以便后续可以有效地被扫描仪读取数据。
6.分组装箱“码垛”工序
由桁架式机械手对测量、打标完成的工件向“周转箱”进场装箱,不同“周转箱”可摆放不同蜗杆M值大小的分组工件。装置外围有安全护栏防护。
7.特殊设计的系统硬件控制及系统处理软件
以总线方式组建整个测量系统的硬件系统,通用微机进行动作、测量、数据采集全程控制,特殊以VC架构开发的软件系统,监视整个测量流程,计算机显示器,实时辅助显示测量结果,并可对测量数据库进行统计分析(CP.CPK值),测量数据管理,脱机查看,打印输出。 |