2019-12-24 click: 6744
摘要:采用齿轮双面啮合测量仪测量齿轮径向综合误差时,所用的标准齿轮的结构和精度直接影响到被测齿轮的径向综合误差的测量精度,标准齿轮与被测齿轮啮合测量的相位不同更会影响到测量结果,测量结果的重复误差很大。现有方式只能通过提高标准齿轮本身的制造精度来确保齿轮径向误差测量的精度,但高精度的标准齿轮制造成本又相当昂贵。本文从齿轮双面啮合的工作原理出发,提出了一种能消除标准齿轮引入误差的方法,该方法解决了齿轮双面啮合测量结果分散性大的问题,使测量结果径向综合误差一致性得到显著提高,为确定齿轮双面啮合仪精度级别提供了可靠的依据;同时降低对标准齿轮本身精度的要求,提高测量结果的一致性,提升齿轮的制造精度,满足齿轮工业生产的需求。
关键字:双面啮合测量仪;齿轮测量;齿轮径向误差;标准齿轮误差修正
0.引言
齿轮在工业生产生活中应用极为广泛,随着现代工业和科学技术的快速发展进步,齿轮震动,效率寿命等指标越来越受到重视,对齿轮的精度要求也越来越高[1]。基于齿轮双面啮合测量原理的齿轮径向综合测量越来越广泛得到应用,一般齿轮双面啮合测量用于齿轮制造的最终检验,具有测量设备简单,测量速度快,全面反映齿轮制造精度[2]等优点。
国际(ISO)及国家(GB)齿轮精度标准明确规定了齿轮径向综合误差的精度分级,但是在齿轮制造实际应用中,很难根据标准评判齿轮精度等级,这主要是由于作为双啮测量原理的综合测量结果的重复精度分散性大,无法准确判断齿轮精度。双面啮合测量仪器相对比较简单,测量链短,特别是近几年随着技术的快速发展,双面啮合测量仪器都大量采用了高精度基准光栅、电机驱动控制、计算机数据采集技术,仪器无论是机械精度,还是新技术的应用,都可以保证仪器本身的测量精度。产生测量结果分散性大的主要原因是由测量原理造成的,标准规定,采用比被测齿轮高两个精度等级的“标准齿轮”作为基准元件(标准齿轮)与被测齿轮啮合[3],考核中心距变动。在实际应用中,标准齿轮本身的制造误差直接影响到测量结果,而且由于相位变化,在被测齿轮和标准齿轮啮合测量过程中,中心距的变化还会随着两个齿轮之间啮合相位的变化而变化,更加影响到测量结果的一致性[4]。所以说,提高齿轮径向误差,最主要的是提高“标准齿轮”精度,但高精度“标准齿轮”的制造成本相当昂贵。
本文提出一种预先对“标准齿轮”进行误差修正的方法,利用计算机控制及误差处理补偿技术,可以很好的解决这个难题,降低对“标准齿轮”本身的精度要求,明显提高测量结果的一致性。
1.智能齿轮双面啮合测量仪
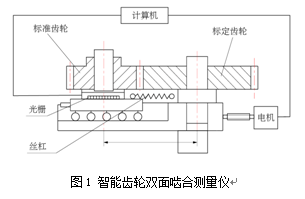
智能齿轮双面啮合测量仪有别于传统手动量仪,具有自动计算机数控及误差数据采集处理功能,为本文提出的标准齿轮误差修正方法提供了技术基础,如图1所示。通过本文修正方法得到的齿轮一转和一齿径向综合误差测量重复精度的提高,保证了后续评定齿轮精度评定,误差分组、毛刺、磕碰伤查找等功能的有效可信,特别是可以通过标定径向绝对尺寸,进而评价齿轮径向跳动、M值等参数,控制齿轮齿厚(侧隙),结合齿轮自动测量线,还可根据需求分别完成批量齿轮的综合验收、统计分析、质量分档、在线齿轮检修及全面的误差分析,实现了对齿轮测量的高精度、高效率、高可靠性的质量控制。最大限度的发挥齿轮双面啮合测量仪的作用。
2.标准齿轮误差修正原理
本文提出的标准齿轮误差修正原理的核心是采用一个与被标定的“标准齿轮”同精度等级的“共轭标定齿轮”,利用这个齿轮的一个特定齿,按照“进齿——啮合——顺时针旋转一个齿距角——脱开——逆时针旋转一个齿距角”动作,逐齿与被标定的“标准齿轮”进行啮合,并进行数据采集测量,完成一周360°后,得到整圈的被标定“标准齿轮”的误差修正值。
3.标准齿轮误差修正方法
通过软件编程,将“标准齿轮”的标定过程形成一个全自动的标定测量循环,得到修正数据,“标准齿轮”标定过程如下:
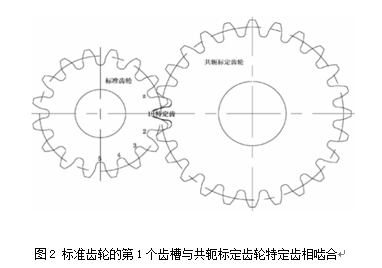
1、对所用标准齿轮的每个齿槽按顺序依次用阿拉伯数字进行标记,并选定共轭标定齿轮的特定齿与标准齿轮的第1个齿槽进行径向综合测量啮合,如图2所示:
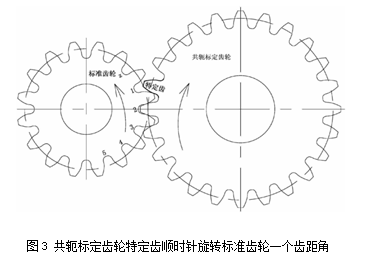
2、通过电机带动共轭标定齿轮顺时针旋转标准齿轮的一个齿距角,如图3所示,测量并采集两个齿轮中心距误差至计算机。
3、通过齿轮双面啮合测量仪中的滑板带动标准齿轮与共轭标定齿轮分离,如图4所示:

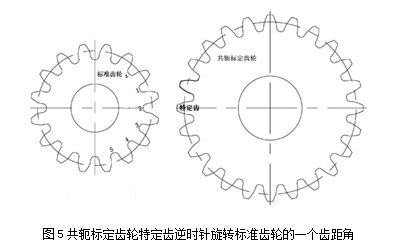
4、通过电机带动共轭标定齿轮逆时针旋转标准齿轮的一个齿距角,回到初始位置,对准标准齿轮的第2个齿槽,如图5所示:
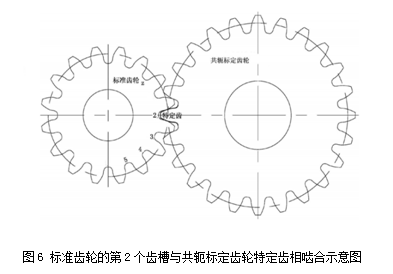
5、共轭标定齿轮的特定齿与标准齿轮的第2个齿槽进行径向综合测量啮合,如图6所示:
6、重复上述操作步骤,直至标准齿轮所有齿槽依次与共轭标定齿轮特定齿进行啮合,得到标准齿轮的误差修正值。
4.测量实验
测量实验采用工件模数为2.0,工件齿数50的齿轮为被测齿轮,标准齿轮齿数51,选取三个不同相位,测量径向综合总误差Fi〞、一齿径向综合误差fi〞、径向跳动误差Fr〞如图7到图12所示:
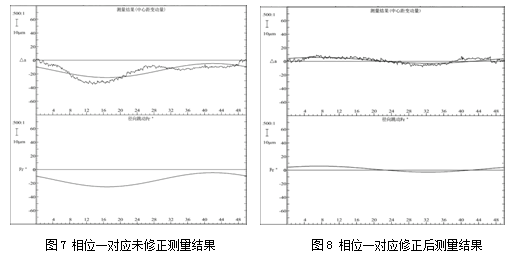
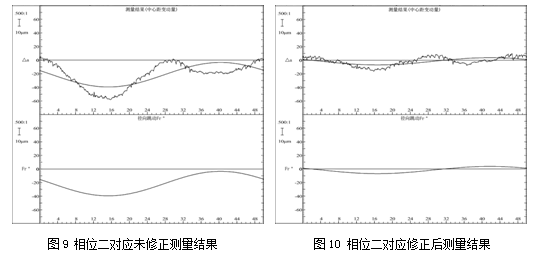
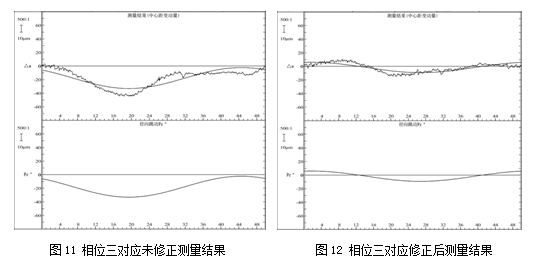
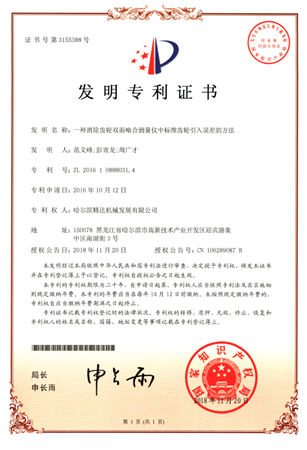
被测齿轮在三个不同相位,标准齿轮修正前测量结果和修正后的测量结果如表1、表2所示:
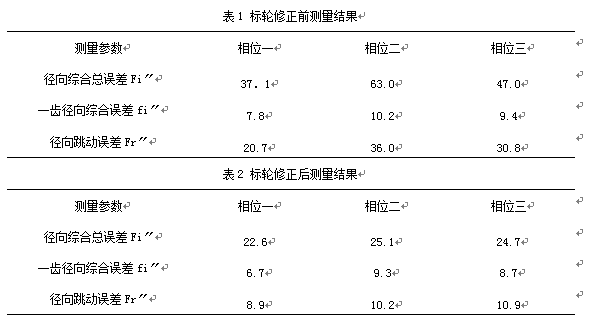
由表1和表2可以看出:修正前,径向综合总误差Fi〞在三个相位误差范围为26 um,修正后,径向综合总误差Fi〞在三个相位误差范围为2.5 um,比较后得出:修正后的径向综合总误差Fi〞换相位测量结果精度在3 um以内,并且测量结果稳定,测量结果一致性显著提高。
5.总结
本文从齿轮双面啮合的工作原理出发,提出了一种齿轮综合测量标准齿轮的精度修正方法,该方法借助于与标准齿轮同等级精度的共轭标定齿轮来预先修正标准齿轮本身存在的误差,并利用计算机控制及误差补偿方法对被测齿轮的径向综合误差进行修正,准确地得到被测齿轮的径向综合误差,解决了齿轮双面啮合测量结果分散性大的问题,使径向综合误差控制在 3 um 以内,为确定齿轮双面啮合仪精度级别提供了可靠的依据。同时降低了对标准齿轮本身精度的要求,降低了齿轮测量的成本,提升齿轮的制造精度,满足工业生产的需求。同时,对于减速机等行业齿轮品种多,应用本文方法,完全可以使用与被测齿轮同等精度等级的工件齿轮,经过标定和修正,代替标准齿轮使用,不需要配备批量标准齿轮,节省大量投入。
本文研究的齿轮综合测量标准齿轮的精度修正方法已经成功申请发明专利,发明专利申请号为: 201610888031 .4。
参考文献:
[1]孙洪涛,马勇,凌四营.标准齿轮径向综合偏差检测仪关键误差分析. 机械传动,2013.
[2] 汤洁.齿轮双面啮合多维测量理论及技术研究[D]. 北京工业大学,2009.
[3] 唐东红,阎萍萍,张丙喜.齿轮双啮综合误差检测方法的改进. 工具技术,2004.
[4] 范义峰,彭青龙,周广才. 一种齿轮双面啮合测量仪及消除其所用标准齿轮引入误差的方法.中国,201610888031.4[P]. 2018-11-20.
下一篇 飞轮齿圈自动检测线

