2019-12-30 click: 5777
摘要:针对汽车、摩托车齿轮生产企业大批量齿圈生产现场,根据齿圈薄壁类零件的易变形特点,本文在流水线化测量概念的基础上,设计了齿圈变形量测量、材料缺陷检测、自动校圆、分选一体化生产线。该检测生产线是应江苏驰翔精密齿轮有限公司要求而设计和制造。生产线由上料及工件传输模块、测量模块-校圆模块、涡流探伤模块、出料模块及各种控制单元组成。生产线的测量模块和校圆模块配合动作,测量模块采用双面啮合原理快速定位齿圈的超差位置,校正模块随即在该位置校圆齿圈偏差,实现齿圈在制造现场的快速检测与校正。
关键词:流水线 齿圈缺陷 调圆 测量 双面啮合原理
随着汽车及摩托车齿轮制造业的快速发展,专业齿圈生产厂已越来越多。同时也引进了不少国外的先进齿圈制造工艺、技术、装备。所生产产品的品种和质量基本满足了国内中低档轿车及摩托车的要求。但是,目前国内生产的齿圈测量仪器的测量功能单一,自动化程度低,测量速度慢。另一方面,汽车行业的发展加速了齿圈生产的节拍。上述传统齿轮测量仪器难以满足高质量齿圈生产节拍、快速检测需求。齿圈薄壁类零件在热处理过程中易发生变形,为提高零件利用率,需要对热处理后的零件进行校正工序,以使零件满足使用要求。在大批量生产条件下,如何能实现齿轮的高精度快速检测,并结合校正功能、探伤检测功能等,形成真正的自动测量生产线,有效降低废品率,提高产品生产效率,已成为提升产品质量的关键。
变速箱齿圈是重要的动力传输零部件。本项目所述的齿圈测量生产线是应江苏驰翔精密齿轮有限公司对变速箱齿圈检测的要求而设计。可实现在线测量齿圈径向误差(齿厚、径向综合偏差、径向跳动等)及时效裂纹检测等。本生产线以精密测量技术为基础,基于双面啮合的快速特点,测量出齿圈径向误差,根据测量结果对被测齿圈进行实时机械校正;与此同时,探伤模块对齿圈进行缺陷检测,分选出有时效裂纹等严重缺陷的零件。实现了齿圈高质量流水线化生产,为解决齿圈大批量生产提供了新途径。
本文以图号为8AT032703057齿圈分度圆径向跳动的测量为研究对象。
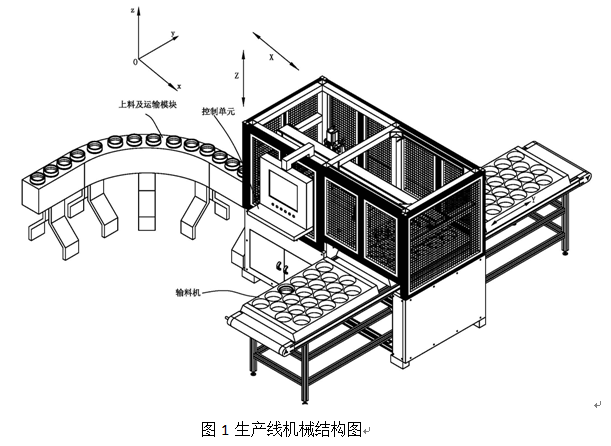
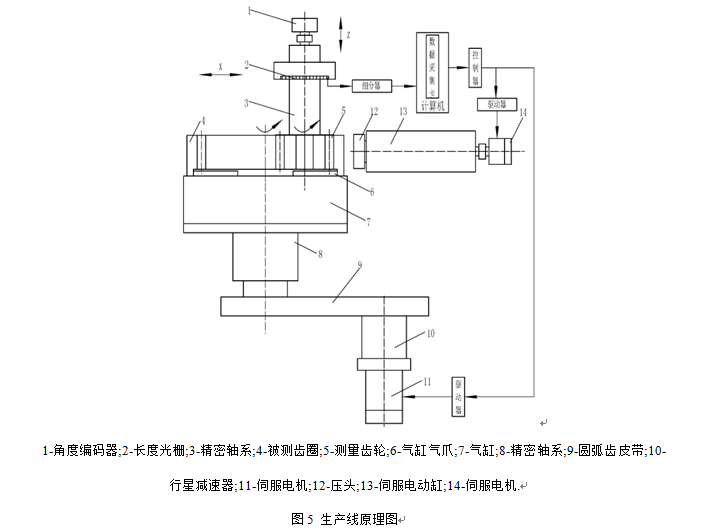
本项目的生产线是用于生产现场快速测量-校圆、探伤检测、分选一体化的设备,该设备集合计算机多点控制、精密测量技术、传感器、电动和气动驱动、涡流探伤技术等多项先进技术,实现被测工件自动上下料、分度圆齿圈径向跳动自动测量-校圆、探伤、分选及自动装箱等功能。如图1所示,仪器由上料及工件传输模块、测量模块-校圆模块、探伤检测模块、出料模块及控制单元组成。如图2所示,桁架式机械手有2个气爪,可实现沿X方向运动、Z方向运动及旋转运动。测量模块中测量轴系可实现Z方向运运和旋转运动。校圆模块伺服压机可实现X方向运动。
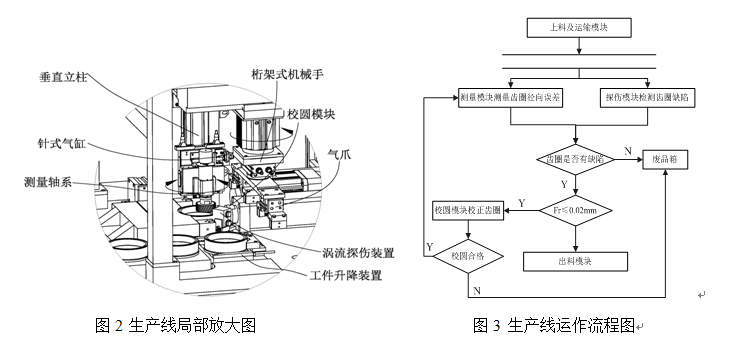
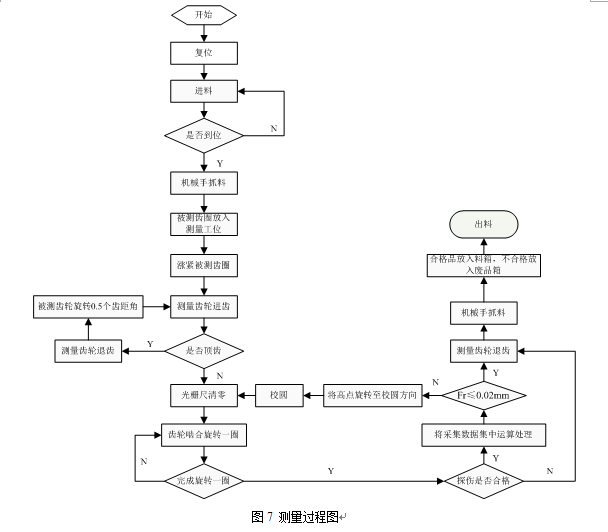
生产线运作流程如图3所示,齿圈由人工放到平顶链输送机上,通过输送机依次移动到一个固定位置,气缸将工件升起,手指气缸抓住工件,提起,旋转180°,放至主轴上的三爪气缸中,内孔涨紧定位齿圈。标准轴系沿Z方向下降,并与工件啮合,主轴旋转带动被测齿圈和标准齿轮啮合旋转,标准齿轮安装在测量滑板上,滑板随啮合中心距的变化而浮动,光栅读数系统采样,通过计算机对数据进行处理,得到相对于本身分度圆的齿圈径向跳动,当其小于等于0.02mm时,即为合格。合格的工件由桁架式机械手将其摆放到指定的零件周转箱里,超差的工件经3次校圆,仍然不合格的,直接将其扔到废品盒。当合格品运输盒装满时,输出熟料机移动一个周转盒的位置,将装满零件的周转盒移动输送机前端,并由人工搬走周转箱,下一个周转箱运至装箱位置。
1.2.1上料及工件传输模块
进料机构是一条平顶链式输送机,其尾端有气缸升降装置;功能为输送工件输送至机械手抓取位置,通过升降装置控制工件的高度,工件传输部分由直线模组、机械手等组成。
1.2.2测量模块-校圆模块
基于双啮合测量原理,采用标准齿轮修正技术,预先修正由于标准齿轮偏心所引起的误差,利用计算机控制及误差处理补偿方法对测量结果进行修正。如图4所示,首先将被测齿轮和测量齿轮安装于固定基座和滑板上。电机带动两齿轮滚动,以被测齿轮回转轴线为基准,用径向拉力弹簧使被测齿轮与测量齿轮作无侧隙的双面啮合传动,被测齿轮的双啮偏差转化为中心距的连续变动记录成径向综合曲线。
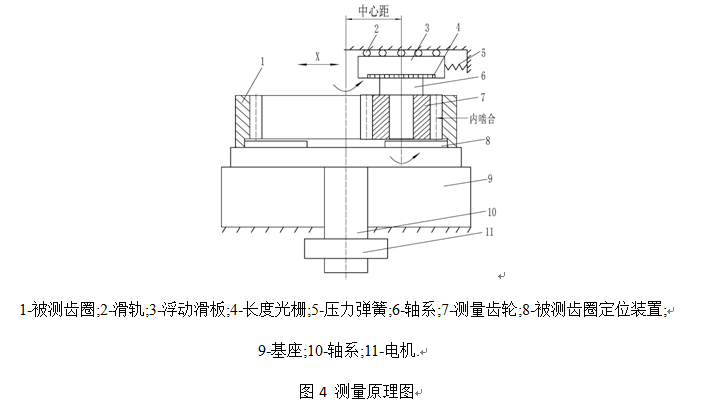
测量机构由高精度精密旋转主轴、闭环步进伺服电机、行星齿轮减速机、三爪气缸等组成。如图4所示,测量系统主要由运动控制系统、数据采集系统、高精度浮动滑板、高精度开放式光栅测微系统,标准齿轮精密轴系、针式气缸等组成。该模块运动形式主要由轴系的旋转运动和三爪气缸的径向运动。齿圈运输至该模块时,控制针式气缸,测力弹簧带动浮动滑板和标准齿轮向后移动,使标准齿轮与齿圈双面啮合,计算机控制闭环步进伺服电机通过精密旋转主轴带动工件转动,浮动滑板随着双啮中心距的变化而变化,光栅测微系统固定在基座上,并与浮动滑板产生相对变动量。计算机对变动量进行处理,如果 ,判定为合格,
,判定为合格, >0.02mm,计算机控制闭环步进伺服电机,将高点旋转到伺服压机对应的位置,气动三爪松开,由伺服压机系统进行校正,校圆完成后气动三爪重新涨紧,再进行一次测量。
>0.02mm,计算机控制闭环步进伺服电机,将高点旋转到伺服压机对应的位置,气动三爪松开,由伺服压机系统进行校正,校圆完成后气动三爪重新涨紧,再进行一次测量。
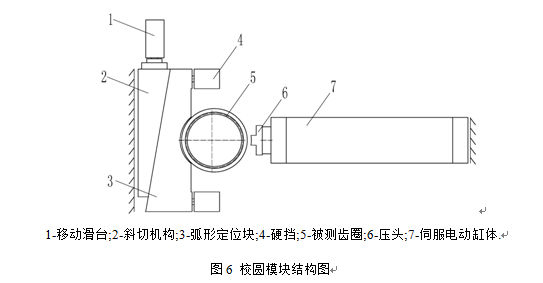
如图6所示,校园部分主要由伺服压机调直部分和弧形定位装置等组成。伺服压机调直系统主要由运动控制系统、折返式伺服电动缸、弧形定位装置、位移显示系统等组成。该模块运动形式有伺服压机的水平运动,轴系的旋转运动。弧形定位装置是由弧形定位块、斜切机构、移动滑台、推动气缸组成,气缸推动斜切机构向图中所示方向移动,使弧形定位块向与斜切运动方垂直的方向运动。通过弧形定位块与硬挡的接触来定位要调圆的齿圈,把齿圈高点旋转至伺服压力块对应位置,计算机控制电动缸对齿圈施加压力,标准齿轮带动浮动滑板移动,当光栅读数达到计算机设定时,电动缸停止施加压力,恢复到初始位置,重复上述测量过程。
1.2.3涡流探伤模块
配置SZT-378双通道在线检测高速涡流探伤仪,由于8AT032703057被测齿圈宽度较大,采用2组探头同时进行测量,测量齿圈径向跳动的同时进行非接触式的无损探伤测量,发现裂纹的齿圈,直接放入废品箱。
1.2.4出料分选模块
出料机构是由X方向运动的直线模组和一条皮带式输送机组成。桁架式机械手沿X方向运动到测量完成的齿圈上方,气爪抓住齿圈,向X+向运动,如果是废品,机械手直接把它放到废品箱。如果是合格品,依次将其摆放到运输盒内。运输盒由客户方提供,每装满一排时,输送机向Y-方向移动被测齿圈的位置,如图1所示。运输盒装满时,输出输送机向Y-向移动一个周转箱的位置。将装满零件的周转盒移动至输料机最前端,放在输料机后部空的周转盒进入到装箱位置并开始装箱,整台输送机上放3个周转箱。
基于经济实用、快速检测、操作方便、性能可靠及面向现场(车间)用户使用的设计原则,变速箱齿圈在线快速缺陷测量的测量基准选用了美国MicroE公司生产的体积小、重量轻、高速度、安装快速、调整方便、可靠性高的长度光栅;运动控制系统采用日本SMC的气缸、阀门及其开关、仪表;交流侍服电机及控制器及运动控制卡选用日本松下产品。
测量过程如图7所示。
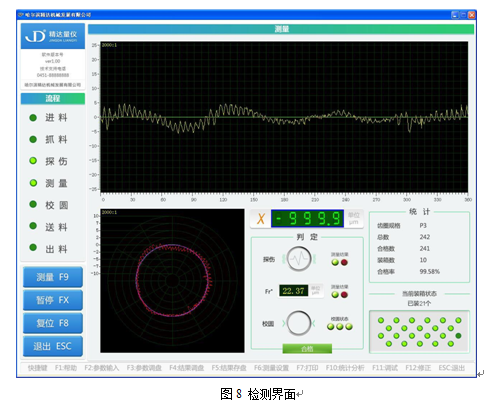
软件系统架构能够直观的显示仪器的执行流程。具有参数输入、数据管理、误差评值及统计分析(CP、CPK值)等功能。在每个测量动作进行时,软件界面上与该动作对应的灯会显示为点亮状态。测量软件可以进行的误差处理操作有:对采样值进行齿圈误差处理,得到双啮中心距误差变动分解曲线。根据客户需求只需显示齿圈径向跳动  ,也可得到径向综合总偏差
,也可得到径向综合总偏差  、一齿径向综合偏差
、一齿径向综合偏差  、齿圈径向跳动
、齿圈径向跳动  、齿厚偏差等。并能统计齿圈的测量总数、装箱数量、不合格数量及不合格率。实测齿轮工件曲线如图8所示。
、齿厚偏差等。并能统计齿圈的测量总数、装箱数量、不合格数量及不合格率。实测齿轮工件曲线如图8所示。
随着汽车行业自动化水平的不断提高,一些传统的检测方式已不能适应高节拍、柔性化的生产需求。变速箱齿轮的质量与汽车的震动、噪音等密切相关。为保证齿轮制造的质量和效率,实现齿轮100%在线检测,这种智能化生产线检测一体化的综合检测方式已成为控制齿轮质量的最佳检测方式,实现了生产线的自动化产业升级。在这种智能制造模式下,产品质量更有保证、同时还提高了效率、降低了成本。
[1]于鹏. 新型齿轮在线综合检测仪的设计[D]. 四川大学, 2005.
[2]石照耀,曲宏芬,张万年. 小模数齿轮单面啮合测量仪的设计[J]. 北京工业大学学报, 2011,
37(4):482-484.

