2018-08-16 click: 10291
摘要:基于齿轮测量中心的小模数齿轮测量一直是齿轮测量行业研究的重点。十年前,哈尔滨精达测量仪器有限公司的JD型齿轮测量中心解决了模数0.3以上齿轮的测量,技术在国内一直处于领先水平。随着精密制造业的发展,对微小齿轮的测量要求逐步提高,0.3模数齿轮的测量已经不能够满足需要。目前,精达公司利用三轴联动渐开线齿廓展成测量技术与0.2mm直径柱形测针配合测量完美的解决了0.2模数(或更小模数)的微小齿轮测量难题,突破了行业极限,使齿轮测量行业的发展向前迈出了一步。
关键字:小模数齿轮;三轴联动;齿轮测量;柱形测头;齿轮误差
0.引言
随着我国精密制造业的飞速发展,小模数齿轮在精密机械设备中的应用越来越广泛。由于小模数齿轮齿槽很小、在齿轮测量中心上进行单项精度测量时,其测头测针部分就需要做的很小。但是,传统测头测针无论做成圆球或者倒锥形式,其制造难度都非常大,同时由于测针微小导致测头受力变形,从而影响测头刚性。一般齿轮测量中心最小测量齿轮模数从0.5开始,小于0.5模数的微小齿轮测量是行业长期的难点。十年前,哈尔滨精达测量仪器有限公司的JD型齿轮测量中心利用瑞士TESA传感器形成的“二维半”测头,借助该传感器的微测力,专门定制的微小测针测头,结合数控系统的精确控制,解决了0.3模数以上的齿轮的测量,该技术在各行业,特别是微电机等行业得到广泛应用。2015年,贵州群建齿轮有限公司在精达公司提供的一台采用全直接驱动电机、三维数字测头的高端齿轮量仪中,要求解决0.2模数齿轮的测量难题。传统测量方法很难满足测量要求,鉴于此,需要创新新的测量方法解决问题。首先,以平行片簧结构形成的数字测头本身测量力要比瑞士TESA传感器大的多,而微测力却是小模数齿轮测量的关键前提,所以需要专门设计及专门调试来解决微测力测头。其次,需要设计易于制造并增强刚性的测头测针,保证测头可以进入到齿轮的起始测量点,并避免测量过程中测针与对面齿面的干涉现象。再次,需要精确设计多轴控制路径,增加多层次测量判断及操作保护功能。为了解决小模数齿轮测量这一难题,精达公司采用在齿轮啮合线方向的三轴联动控制渐开线齿廓展成测量技术与0.2mm直径柱形测针配合测量实现小模数齿轮齿廓、螺旋线及齿距的误差曲线测量,取得满意效果。
1.传统法向极坐标测量应用于微小齿轮测量的问题
众所周知,在齿轮测量中心上进行齿轮测量,传统测量方法均是采用法向极坐标方式,该方法是根据齿轮齿廓的展成原理,规定渐开线的展长方向为测量方向,将其转化为展长长度测量。由渐开线的形成原理可以知道,渐开线的法向极坐标方程为:
 (1)
(1)
式中:L为被测点的展开长度;Rb为基圆半径;φ为被测点对应的展开角。
根据公式(1)可以计算出理论曲线与实际曲线的偏差。在用法向极坐标法测量时,测头一直保持随基圆的切向X轴方向做直线运动,如图1所示。
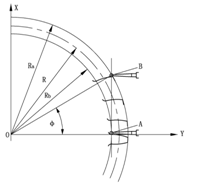
图1.传统法向极坐标测量方法
测量动作是由切向X轴与旋转C轴两轴联动配合完成,测头感受到误差的方向与被测量点的法线方向是相同的。此方法非常简单且能够实现测量的精度和准确度。
但是在小模数齿轮测量中,由于齿槽间距小,微小测针的制造就成为难题。传统“法向极坐标”测量方式的测针的测头形状为球形或者倒锥形,如图2所示,首先微型球及倒锥测头(一般直径在0.2~0.5mm)的制造在工艺上很难实现,再次是由于球形测头或倒锥测头不能做的很小,会出现测头进不到齿廓根部的起始测量位置的情况,限制了微小齿轮齿廓的测量。为避免测杆部分与齿面的干涉,测头后部的测杆部分直径要求比测球直径或倒锥直径更细。这样除了增加了测头的制造难度外,更细的测杆部分又会降低测头的刚性,导致测量精度降低,甚至完全不能够测量。

图2.传统“法向极坐标”微小齿轮测量的问题
2.齿轮啮合线方向三轴联动控制渐开线展成测量新方法
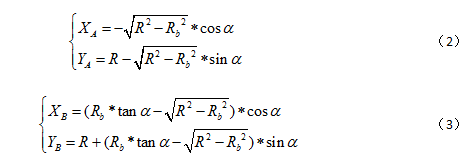
为改善传统“法向极坐标”齿轮测量的不足,国内外齿轮测量中心在齿轮测量中,采取一种新的渐开线展成方法,即在齿轮啮合线方向的三轴联动控制渐开线(齿廓)展成的新的测量技术。这种测量方法在传统的切向X轴与旋转C轴两轴联动的基础上,增加了切向Y轴的配合,由三轴联动完成齿轮齿廓的测量动作,如图3所示。

图3.三轴联动测量方法
由图2和图3可知,三轴联动测量方法改变了传统测量方法的起始位置、终止位置和测量角度。此测量方法测量的角度和位置不同于两轴联动测量方法,测头移动的轨迹是齿轮啮合线,测头轨迹  与切向X轴的夹角为压力角
与切向X轴的夹角为压力角  。进行齿廓测量时,起测点的坐标(XA,YA)和终测点坐标(XB,YB)如公式(2)、(3)所示。
。进行齿廓测量时,起测点的坐标(XA,YA)和终测点坐标(XB,YB)如公式(2)、(3)所示。
由于三轴联动的测量方式是在齿轮啮合线方向进行测量,与传统的法向极坐标方式测量相比,相当于将齿轮旋转了一个角度进行测量,使测头与齿面形成了一个夹角,避开测杆与齿面最高点不必要的接触。
这种渐开线齿廓新的展成测量方式作为“法向极坐标”测量方式的补充,在以下几个方面得到很好的应用:
(1)大规格齿轮量仪结构布局,采用该技术,可以大大缩短仪器切向坐标轴的测量行程,优化仪器机械结构,提高机械精度,这也是国外大型量仪及精达JE152量仪成功运用的技术;
(2)内齿轮测量,采用该技术进行内齿轮测量,可以避免测杆与齿面的“干涉”现象,针对不同模数齿轮进 行测量时,不需要频繁更换不同直径测球的测头,可以提高测量效率,改善测量方式,是非常有效的一种解决内齿轮测量难题技术。该技术最早形成日本专利,也是目前在精达所有内齿轮测量普遍采用的一项技术;
(3)精达首创“渐开线三轴展成结合柱形测头解决微小齿轮测量”技术,这是本文的核心内容,这种测量 方式对于解决微小模数齿轮由于齿槽小、容易与测针发生“干涉”的问题有很好的效果,另外,测针容易制造,刚性好,是进一步往下突破被测齿轮模数的关键条件。新的测量方式如图4所示。

图4.三轴联动配合柱型测针测量原理
3.微小齿轮测量的测头及测针设计
针对微小齿轮测量,测头切向方向的微测力是保证测量精度的关键前提,在通用三维数字式测头的基础上进行特殊设计和特殊调整,同样是完成微小齿轮测量的技术关键。精达新型三维数字测头采用特殊调整的微测力及各向可靠互锁功能,在满足微小齿轮测量的同时,仍要兼顾其他各种测量功能。
柱形测头设计如图5所示,测针可采用钨钢材质,刚性好,其0.2mm的柱型测针在小模数齿轮测量中的变形量极小,可以忽略不计,完全能够满足小模数齿轮的测量任务。图6为0.2模数小齿轮测量情况。

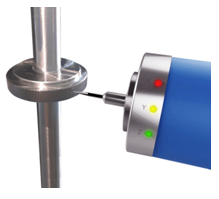
图5.圆柱形测针 图6.小模数齿轮测量图
柱形测针具有以下特点及优势:
(1)利用圆柱端面的棱线与齿面接触测量,基本符合在齿面法向方向接触,并且在整个齿廓测量过程中棱边与齿面法向方向保持不变,棱边的磨损对测量精度损失不敏感,从而保证了测量的精度。
(2)圆柱直径可以做的更小,保证进入到齿轮根部的起始测量位置,由于三轴测量避免了在齿廓测量过程中 测杆与被测齿面的干涉现象,不需要把测头后面的测杆部分的直径减细,提高了测头整体刚性。
(3)该测针极易制造,可以直接采用高硬度微小直径的圆柱型材,研磨端面,保证端面与轴线垂直,任意控制圆柱直径,然后将圆柱部分镶嵌到测杆体,形成微小齿轮测头。
4.测量实验
测量实验采用模数为0.2,齿数为190的小模数齿轮,利用三轴联动的测量方法对其齿廓、螺旋线、齿距进行检测。齿廓和螺旋线报告单如图7所示,齿距报告单如图8所示。
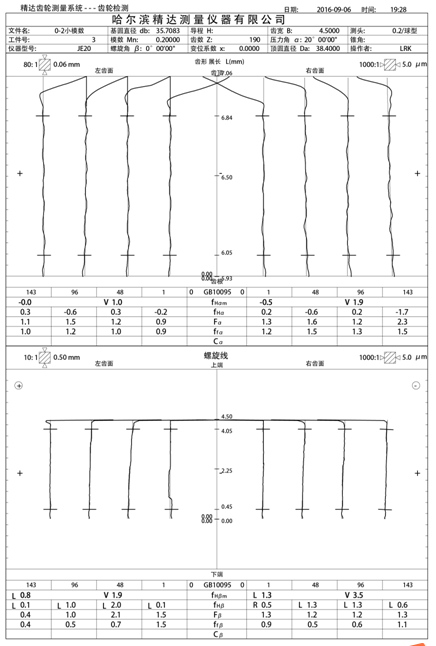
图7.齿廓、螺旋线报告单
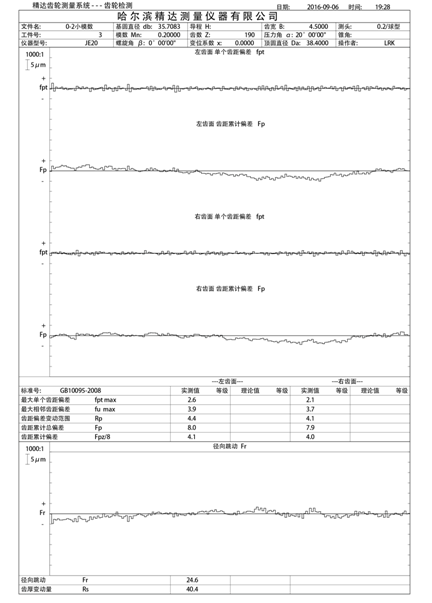
图8.齿距报告单
稳定性实验是对同一齿轮的同一齿进行多次(5次)测量,将结果进行比对。结果如表1、表2所示。
表1齿廓误差测量结果比较
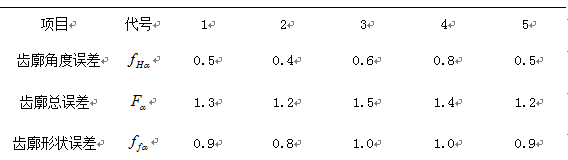
表2 螺旋线误差测量结果比较
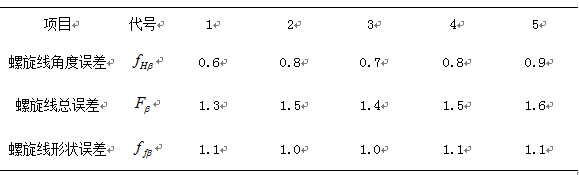
由表1,表2中测量结果可以得出这种三轴联动测量方法与微型柱形测头配合测量,可以实现小模数齿轮的齿廓与螺旋线测量,并且测量结果稳定,精度和准确度很高。
5.总结
本文提出了采用三轴联动测量技术与微型柱形测针配合测量,有效的解决了测量杆与齿面干涉的问题,保证了测量过程的完整性,提高了测量有效合理性,完美的解决了小模数齿轮的测量。与传统测量方法比较,该测量方法简单,测量范围更为广泛,突破了测量极限。经过实际测试表明,该测量方法正确可行,测量结果稳定、准确。
参考文献:
[1]石照耀,张万年,曲宏芬,小模数齿轮单面啮合测量机的研制.仪器仪表学报,2011,4
[2]徐浩,小模数齿轮测量的现状与趋势.科技创新与应用,2013,3

